 Daewoo Sens: Шлифовка фасок седел клапанов
Daewoo Sens: Шлифовка фасок седел клапанов
1. Шлифовку фасок седел клапанов обязательно произвести при замене направляющих клапанов, замене седел, а также при износе фасок и для восстановления концентричности фасок относительно отверстий в направляющих втулках.
2. Для шлифования применяется шлифовальная машина или зенкер.
Машина должна быть снабжена набором абразивных кругов с конусами 90°, 120° и 60°, наружным диаметром 32—34 мм; набором специальных оправок, вставляемых в отверстия направляющих втулок, и приспособлением для правки абразивных кругов.
3. Перед шлифовкой фаски подобрать по отверстию направляющей втулки из набора оправку, которая должна плотно входить в отверстие втулки. Шлифовальный камень заправить под углом 90° ± 30'. Шлифование седла следует вести до снятия металла равномерно по всей окружности.
4. Проверить концентричность шлифованной фаски и оси отверстия направляющей втулки приспособлением.
Величина допустимых биений для фасок седел впускных и выпускных клапанов не должна превышать 0,05 мм (рис. 2.17.1).
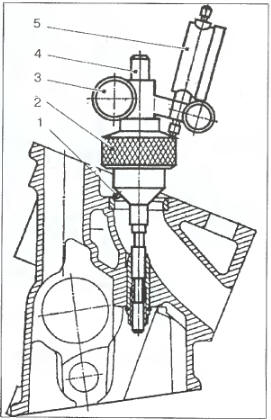
Рис. 2.17.1. Приспособление для проверки концентричности фаски седла клапана
и оси направляющей втулки: 1 - шариковая головка; 2 - вращающаяся муфта; 3 -
держатель; 4 - головка; 5 — индикаторная головка.
Примечание. В случае отсутствия приспособления допускается ограничиваться проверкой прилегания фаски клапана к седлу по краске (смесь масла с лазурью или ультрамарином).
Поясок краски на рабочей фаске клапана должен располагаться посередине равномерно по всей поверхности, ширина 0,43-1,43 мм для впускных и 1,57—2,57 мм — для выпускных клапанов (рис. 2.17.2).
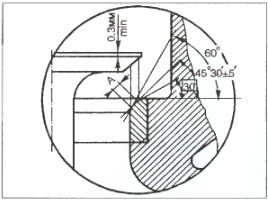
Рис. 2.17.2. Углы шлифовки седла клапана: А - ширина фасок седел: для впускных
клапанов 0,43-1,43 мм; для выпускных клапанов 1,57-2,57 мм.
5. Ширина фаски уменьшается шлифованием или зенковкой. При этом абразивный инструмент должен иметь угол 60° или 120°.
 Замена седла клапана
Замена седла клапана
1. При обнаружении ослабления посадки седла клапана, трещин или значительных
обгаров седло подлежит замене. Выем седла произвести вырезанием на станке. Перед
установкой нового седла ремонтного раз ...
 Притирка клапанов к седлам
Притирка клапанов к седлам
1. Притирка клапанов к седлам необходима для обеспечения герметичности в случаях:
шлифовки рабочих фасок клапанов или седел; замены направляющей втулки или клапана
и при незначительных износах сед ...
Другое на сайте:
Замена тормозных колодок тормозного механизма заднего колеса
Минимально допустимая толщина фрикционных накладок тормозных колодок 0,5 мм.
Заменяйте колодки в следующих случаях:
- толщина фрикционных накладок менее допустимой;
- поверхность накладок замас ...
Запуск двигателя буксировкой
Запрещается запускать двигатель, толкая ваш автомобиль, оборудованный механической
коробкой передач, поскольку это может привести к повреждению системы контроля токсичности
отработавших газов.
Та ...
Иммобилайзер (противоугонная система блокировки запуска двигателя)
Иммобилайзер предназначен для того, чтобы свести к минимуму вероятность угона
Вашего автомобиля.
ОПЕРАЦИИ ДЛЯ АВАРИЙНОГО РЕЖИМА РАБОТЫ
Если контрольная лампа иммобилайзера мигает в течение 5 с пос ...